I was seeking a quick project to complete prior to a vacation in Puerto Vallarta. Joe Pieczynski was tapping a hole 0-80 and used a tiny tap wrench that I liked and so, made a copy.
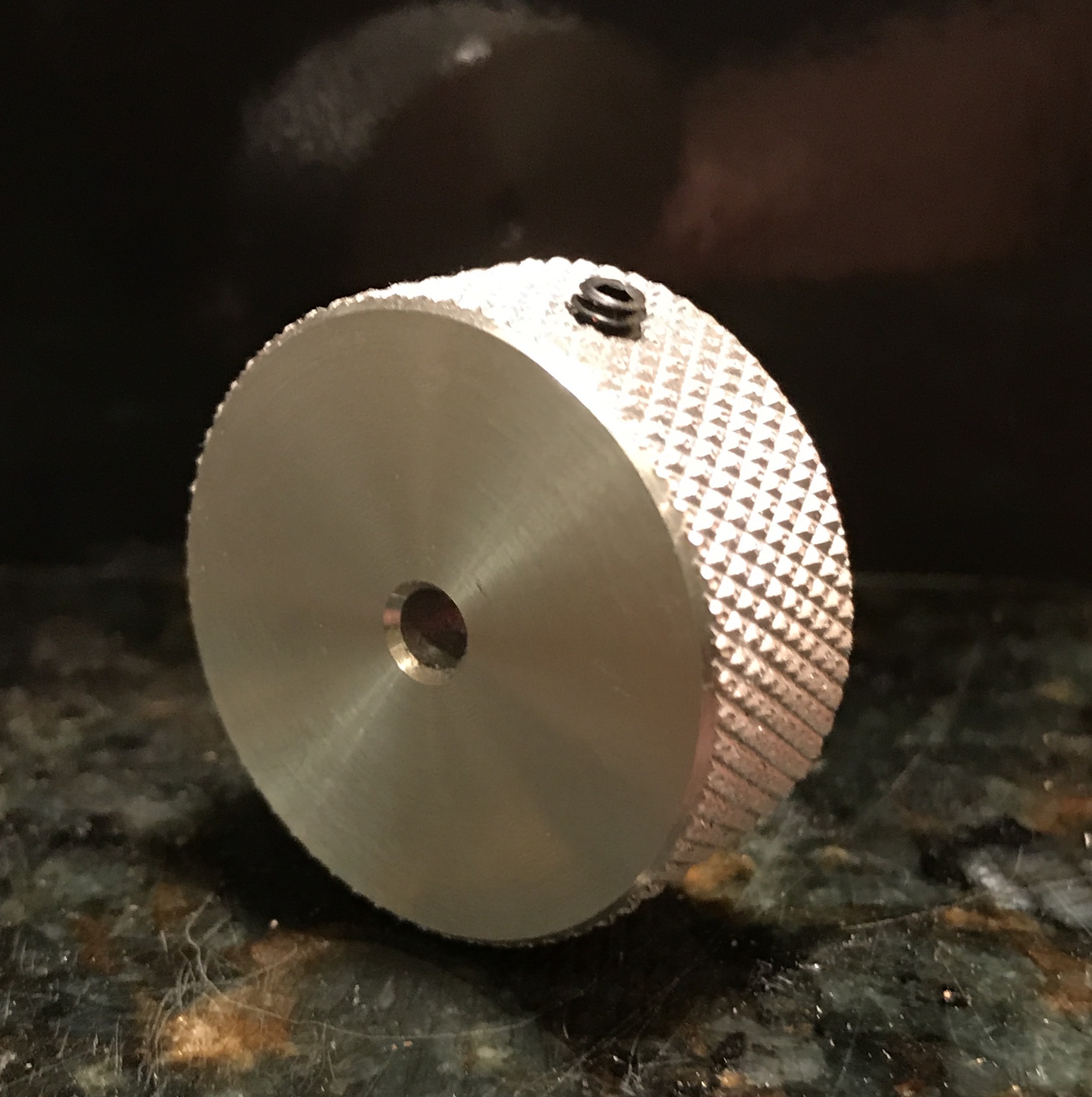
A 1.25" length of 1.25" aluminum round stock was found in the scrap bin. One end was faced. The diameter was then reduced to 1.194" for a length of 0.60". This diameter was selected as it gave a nice multiple of the circumference (3.75") to the 25 pitch of the knurling tools. The outside corner was chamfered with a file. The cutoff tool was used to make a groove 0.50" from the end of the bar to a depth of about 0.05". A slight chamfer was made at the groove with a three-corner file.
The knurling tool was put in place, opened as wide as possible, and placed over the workpiece. It was about half on and half off the work. The lathe was started at a slow speed and the tool was tightened. A significant amount of WD-40 was used as a lubricant. The knurl looked good so the tool was advanced to the groove. The tool was backed off the workpiece. The knurl looked very professional!
After measuring a 0-80 tap a 0.140" drill was used to drill a hole about 0.60" deep. This hole was countersunk. The work was then moved to the mill. It was set in a Vee block. The Vee block clamp could not be used as it was too close to the end where the hole needed to be drilled. Consequently, the Vee block was clamped to the table as was the work to the Vee block, both with strap clamps. A drill was placed in the chuck and used to find center simply by centering in front of the previously drilled hole. It was then moved 0.25" in from the end. Both stops were set on the table. The hole was started and then drilled into the through-hole with a 0.106" drill. This hole was then tapped 6-32.
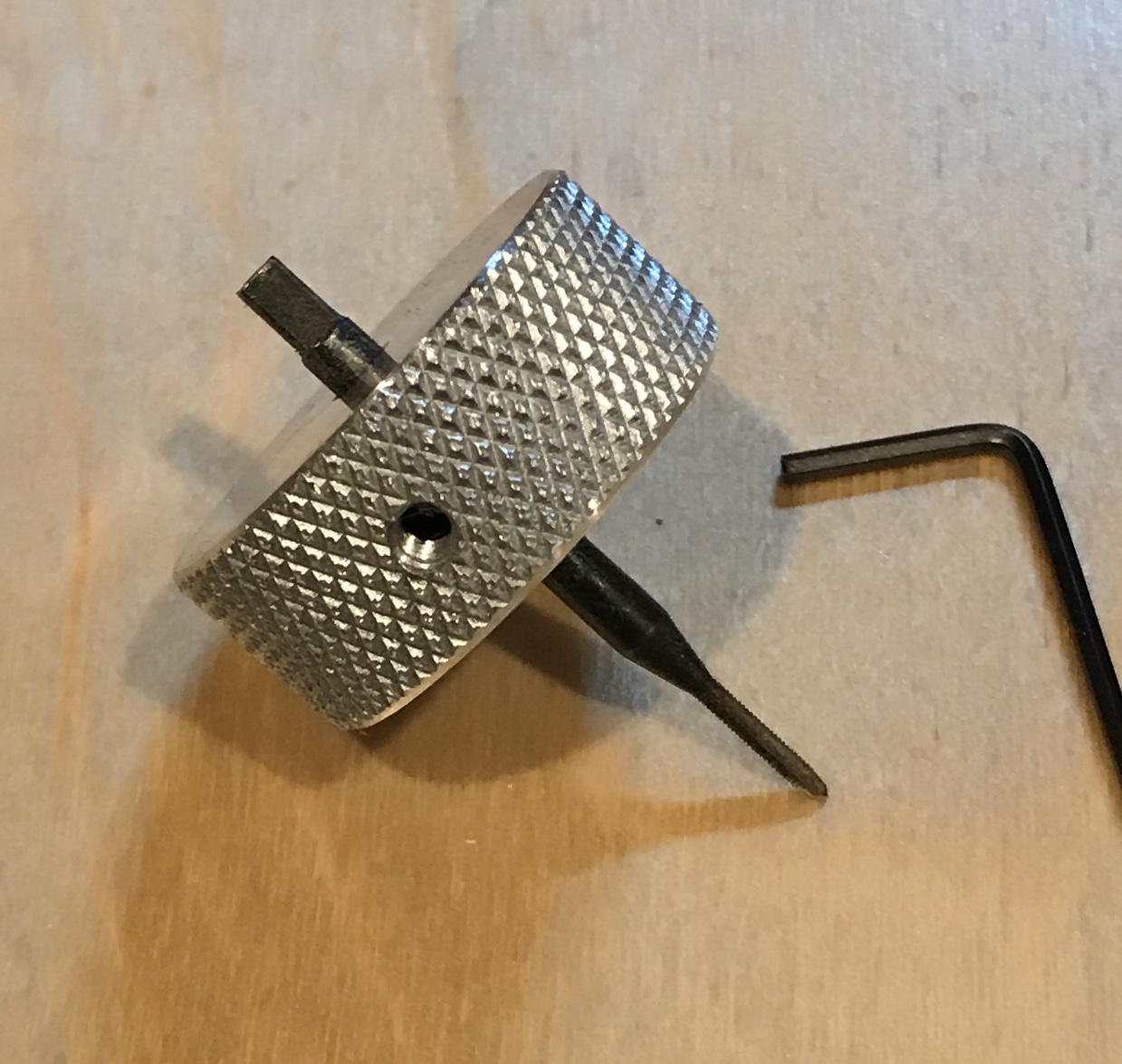
The part was returned to the lathe and the previously cut groove was used as the place for parting off with a freshly sharpened parting tool. The parting tool was not extended sufficiently to complete the job, so a hack saw was used to finish parting the tap wrench from the stub. This left blade marks so the tap wrench was put into the lathe using aluminum soft jaws. It was faced, the corner chamfered and the hole was countersunk. A 3/8" long 6-32 set screw was installed in the cross-hole. After a little cleanup the tiny tap wrench was complete and is shown below.